Bronze
LIFTER BUSHINGS
The most durable
bushings available
The material used to make a lifter bushing plays a major factor in the longevity of a lifter. The high strength alloy Jesel uses to produce bushings is specially formulated to work in conjunction with the DLC coated lifter bodies, as it not only provides for an excellent bearing property it also resists abrasive wear. CNC machined to exacting tolerances, Jesel bushings are available in several sizes and diameters.
Jesel Keyway bushings feature an outside diameter radial groove for continuous oil flow through the lifter galley and can be installed with the keyway at the 9 or 3 o’clock position. Oil supply is metered to the lifter through an .080” feed hole and circulates internally through a .031” groove milled into the inside diameter of the bushing. The accuracy of the bushing installation is critical to the life of a keyway lifter and it is recommended to have the bushings installed by a Jesel authorized installer. Jesel bushings for Tie-Bar lifters are available with either a .375” through hole for oiling or non-drilled for custom oil feed location.
Jesel also has the ability to custom machine bushing to your specifications. Whether it’s a custom outside diameter, length or oil feed hole, Jesel can quickly design, machine and deliver bushings.
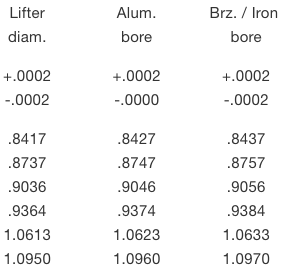
Proper lifter to bore clearance must be maintained. See chart below for the correct clearances. Check clearance at all engine tear downs.
Specifications
For aluminum blocks Jesel recommends preheating the engine block before startup.

LS Keyway Bushings

Keyway Bushings

Tie-Bar Bushings
Oil flow should never be restricted to any Jesel Precision Roller Lifter.
Our Roller Lifter Story
Roller lifters had been around for years, being used in various applications such as radial aircraft engines, but when a few progressive engine builders started adapting them to race engines, horsepower and rpm made a huge leap forward. Cam grinders began designing cam profiles with shorter durations and higher rates of lift than a traditional solid lifter could tolerate. The result was incredible power gains especially with the typical modified O.E. style cylinder heads of the day. As valvetrain loads escalated with more lift, rocker ratio and spring pressure, the roller lifter was overtaxed and suffered frequent failures.